Sumpod 3D Printer Filament Handling for Extruder
The more improvements and new features added to the Sumpod 3d printer the more I want to use the 3d printer, and adding better filament handling has gone a long way to improve the 3d printer’s ease of use.
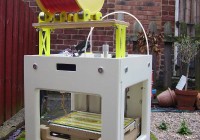
The Sumpod’s sturdy construction has allowed me to set up a filament spool rack on the top of the printer.


Recent Comments