
Reel Rollers with over 2KG PLA Filament Loaded
Airtripper’s Pocket Reel Rollers, named like the Wades Extruder, is a piece of kit I’ve needed for a while, and they will certainly beat hanging around the 3D printer loosening coils of filament every ten minutes. I’ve had the printer nozzle printing thin air a few times, after nodding off, forgetting to loosen the printer filament off the reel, and ending up spoiling hours worth of printing. So, if you fancy a set of these reel rollers, get the details below and get the files from Thingiverse.
Design
OpenSCAD was used to model the reel roller, and the design drivers are:
- Use the least amount of non printable hardware as possible.
- Easy to set up and put away, as working space is limited.
- Small enough to drop in a box for storage and transportation.
- To fit any size spool.
- All the parts available on Ebay.

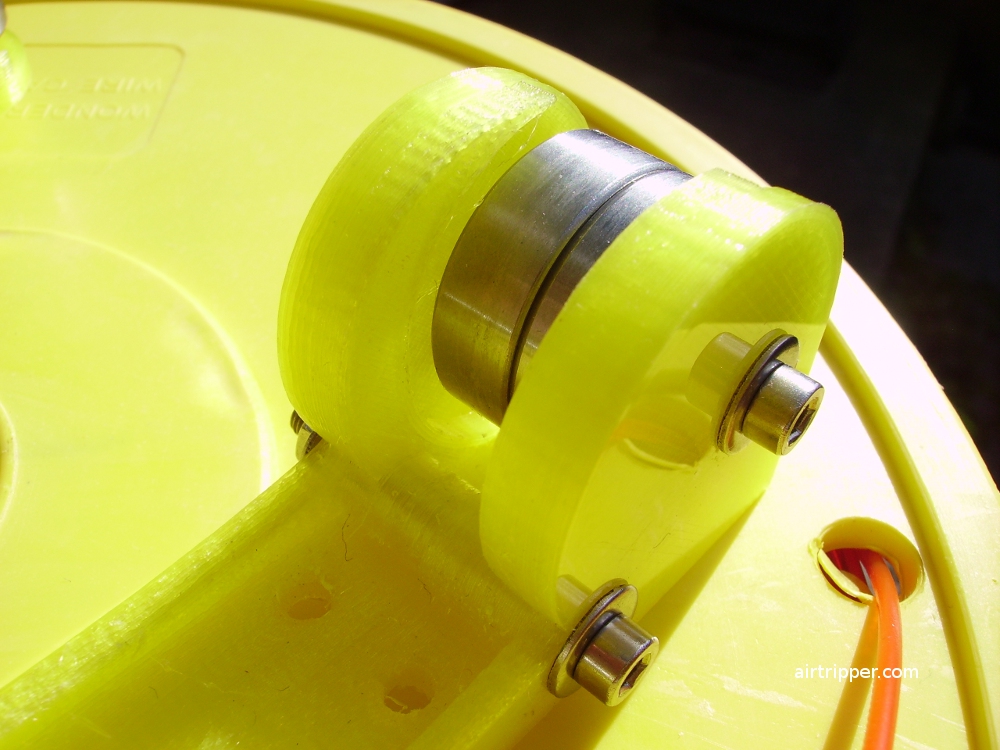
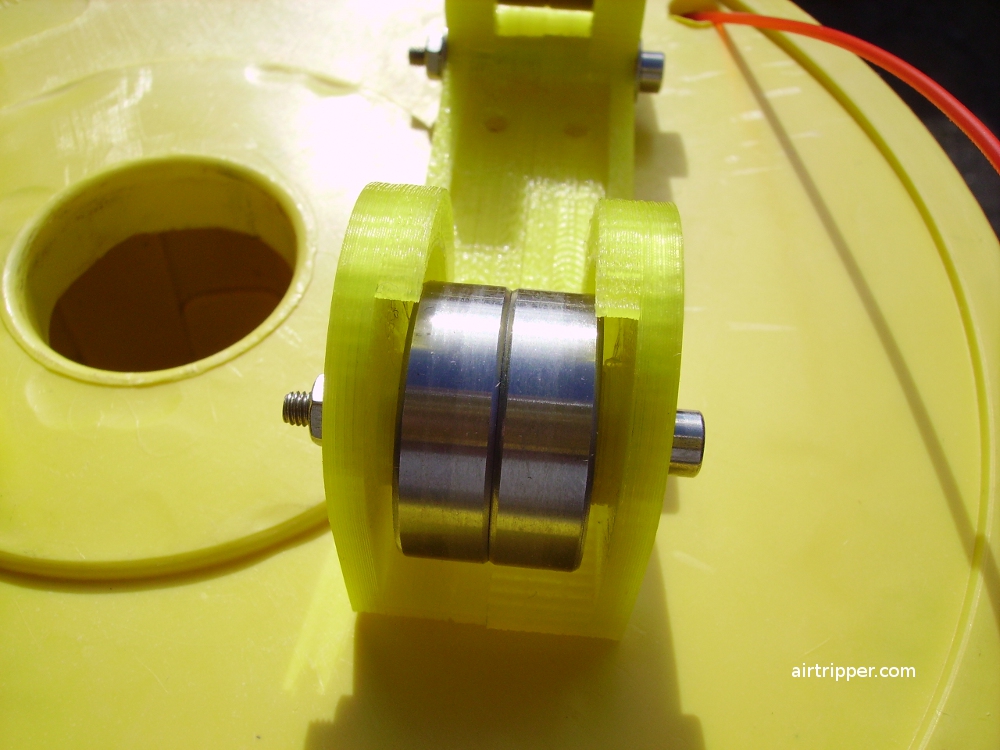
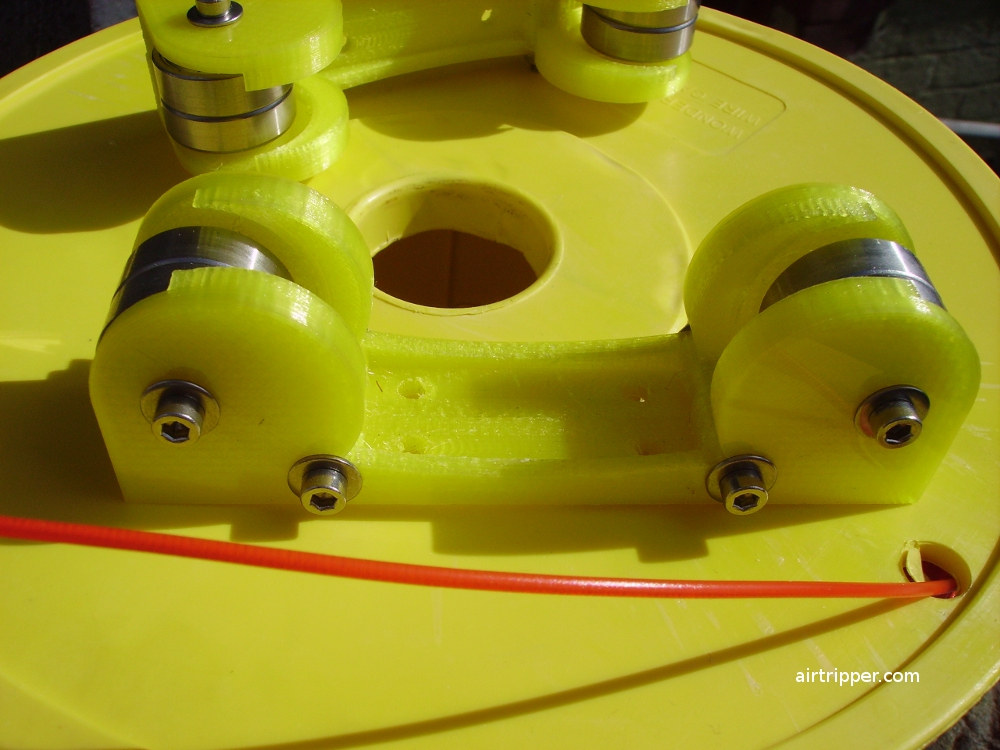
Reel Roller 3D Printed Parts with Ball Bearings and M3 Screws
To make the reel roller compact, I decided to go with two separate set of rollers that I can put under each end of the reel, and as long as the reel can turn easily, the should stay put. However, fixing screw holes are placed in the base of the roller casing to allow for permanent fixing if required, but I think rubber pad feet will be enough in most cases to stop the rollers from sliding on surfaces. For uneven surfaces, the rollers can be set up on a small board or a book or something.
You’ll notice from the pictures that I’m using four bearings per unit. At first, I wasn’t too keen on using so many bearings but there was obvious benefits. Using four bearings made the units wider making them less prone to tipping, and the extra bearing width will give reels with thick buckled sides more room to move freely. The bearings are cheap anyway, and commonly sold in packs of eight on Ebay.
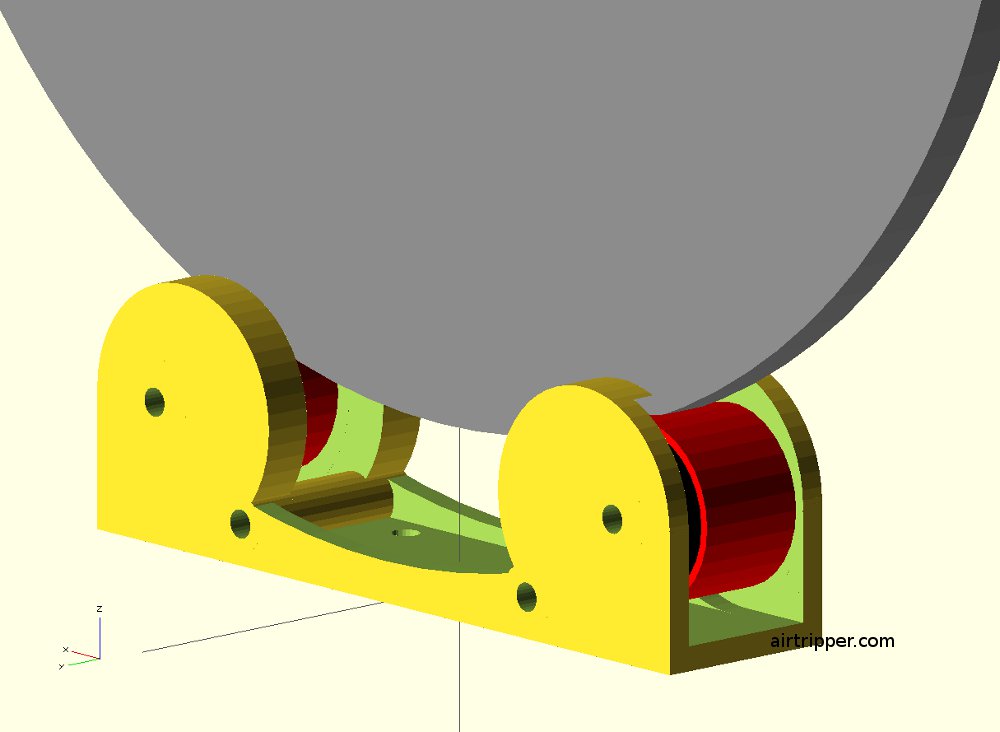
Reel Roller OpenSCAD Model
The large bearing bores have enough room to build the ball bearing shaft in plastic as part of the reel roller casing, giving me the opportunity to use the same much lighter and cheaper bolts throughout.
Printing
The SUMPOD 3D printer, loaded with the Marlin firmware, was used for printing, in this project. The printer is fitted with a modified Mendal Parts V9 1.75mm Hot End, and sporting the new prototype extruder I’ve been working on, and the 3D printer is interfaced by the Pronterface software on the PC.
Skeinforge was used to generate the G-code from the following settings:
- Carve->Layer Thickness 0.2mm
- Dimension->Filament Diameter 1.75mm
- Speed->Feed Rate 24mm/s
- Speed->Flow Rate Setting (float) 24
- Speed->Object First Layer: all settings to 0.3
- Fill->Extra Shells on Base 3
- Fill->Extra Shells on Sparse Layer 2
- Fill->Infill Pattern: Grid Rectangular
- Fill->Infill Solidity 0.5
I set the nozzle and heated build platform temperature manually, 190 and 60 degrees respectively. I’m using PLA at these settings.
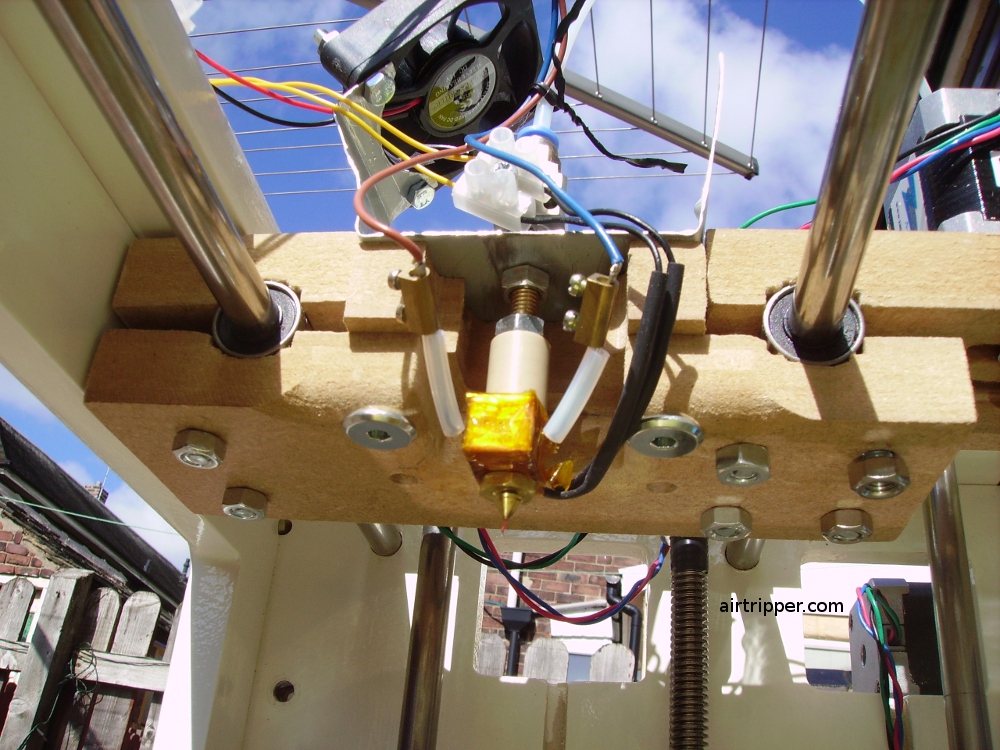
SUMPOD 3D Printer Hot End Nozzle with Bowden Tube and Fan
Parts List
- 8 x 608 ZZ [8 x 22 x 7] Roller Skate Ball Bearings. Very cheap off Ebay.
- 8 x M3 x 30mm Hex Head Screws. Ebay.
- 16 x M3 washers. Ebay.
- 8 x M3 Nuts. Ebay.
- 3D Printer Filament.
- Model Files from Thingiverse
Tools Required
- 3D Printer.
- Hex Key to Fit Screw Heads.
- Pliers or Spanner of some type.
- 3MM drill bit to clean out the screw holes in the printed parts.
 |
 |
 |
 |
 |
 |
[bodyadsrich1l]

I thought that i should show my view on something like this..
http://aijaa.com/0005510012812 – scad –> png
http://aijaa.com/0007510012813 – with spool on top (only rope, right spool thought)
http://aijaa.com/0034710012814 – there is a slot for bent cabletie to “lock”
http://aijaa.com/0008310012815 – and it all slides together and fits on a pocket (maybe not comfortably, but fits and whole set weights 400g)
So, my spoolholderthingy is meant for cablespools and it holds and spins 35kg spools with ease. Actually it works better when a spool weights over 10kg or so, and i have to avoid crazy yanking at end of spools 😉
I still need to modify that design quite a bit to actually publish it on thingiverse, as it doesnt yet accept all spools that i had in mind
I think my reel rollers would collapse under 35kg or even 10kg.
Yours look solid and I like the flange over the bearings.
You could use a chain that is fixed to one roller and hooked on to the other roller. You can then adjust the distance apart by hooking any link on the chain.
its not the distance between rolls, its more about different thickness of spool-end-“discs”.. some cables we are using come on spools with 40mm thick “discs”, so i would like to have longer axle for those.
its easy to widen whole thing, but then bearings wont be directly under that load, especially when using spools with much narrower discs. and there might be some other issues as well, when those narrower spool-ends have 30+ mm spare room to misalign.. who knows. ill have to try it some day.
and then there is that, i have broken so much stuff in my life, i am not going to design something that would broke at under 5 times the load i think its going to have 😉
You could do the roller bearings extra wide and then just move the rollers in towards the middle of the loaded reel so that the reel side is close to the bearing flange. As long as the rollers don’t move about on the ground, the rollers and reels should stay aligned. It’s an idea.
I wonder how well this will work when the spool is running low – i.e. when it is lighter. I’m definitely going to try making some of these though so I guess I’ll find out eventually. Thanks for posting this.
-Mark.
Making the reel rollers a bit longer might add some extra stability for those lighter and narrower reels.
I think I’ll make a longer set as well. An extra set will be useful for transferring filament from one reel to another.
Thanks for your interest.